
Water Electrolyzers
Alkaline, PEM and AEM Electrolyzers
- Home

- Renewable Energy
- Water Electrolyzers
Water Electrolyzers
Water electrolysis is the process of splitting water into hydrogen and oxygen gases using electricity. An electrolyzer is used to carry out this reaction. Electrolyzers come in a wide range of sizes, from compact, appliance-sized equipment ideal for small-scale distributed hydrogen production to large-scale, central production facilities that can be seamlessly integrated with renewable or other environmentally-friendly power generation sources.
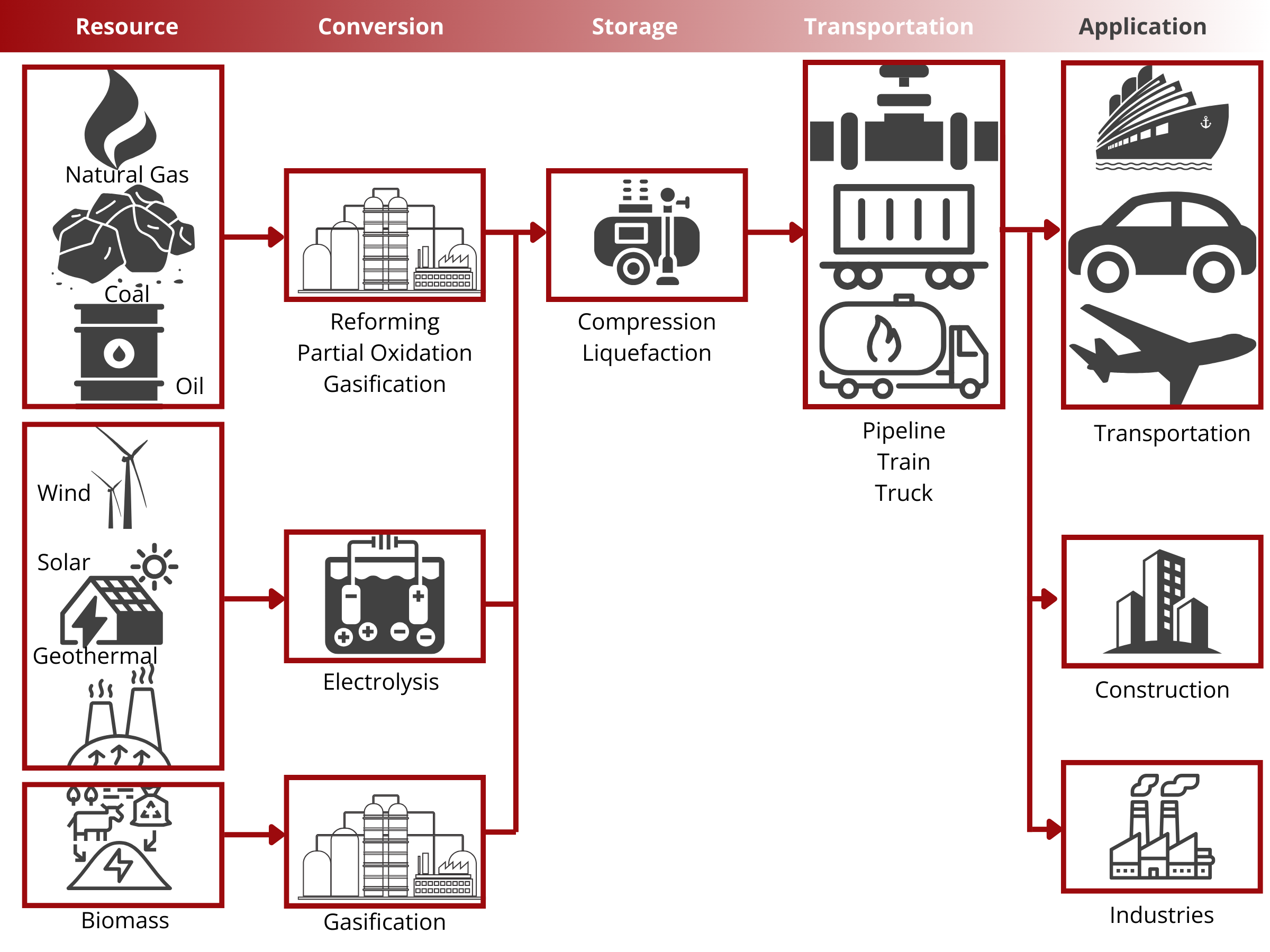
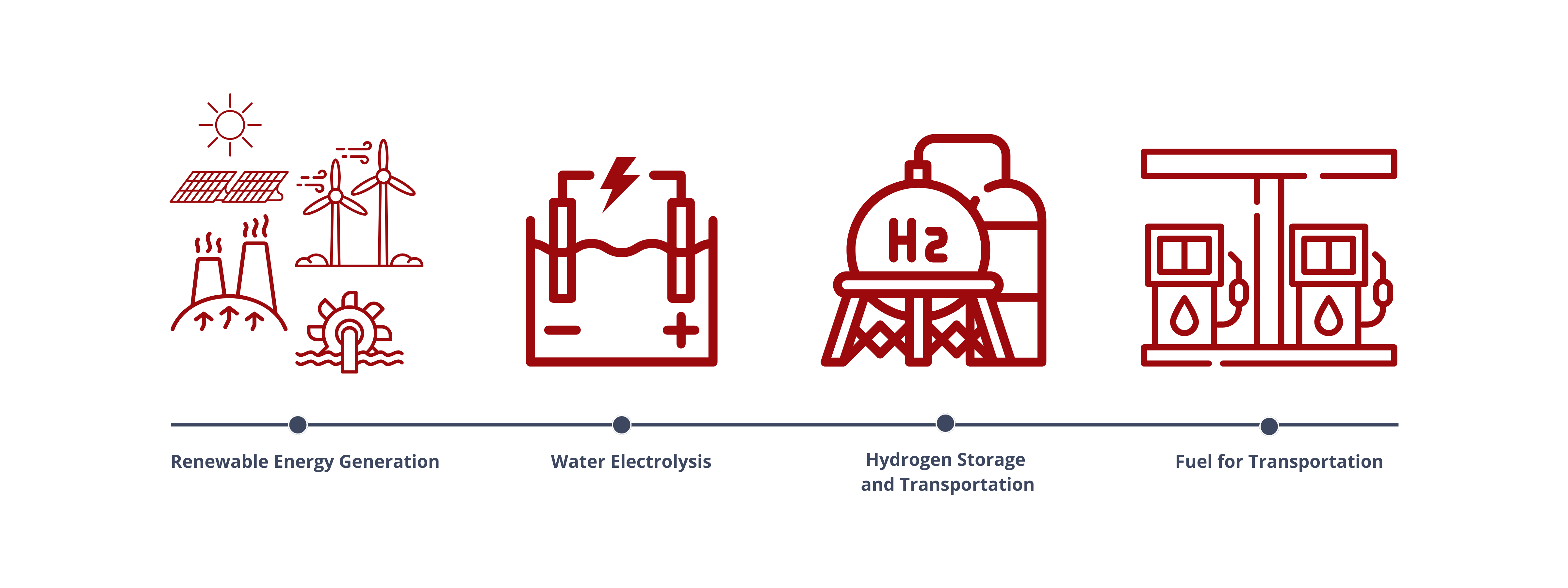
Water is fed into an electrolyzer with clean renewable energy generated by hydro, wind, or solar. The water molecules are split by the electrolyzer, producing hydrogen and oxygen. The hydrogen gas is compressed and kept in a storage container. It could be used to power gas turbines, store electricity in fuel cells, or produce other natural gas-based goods.
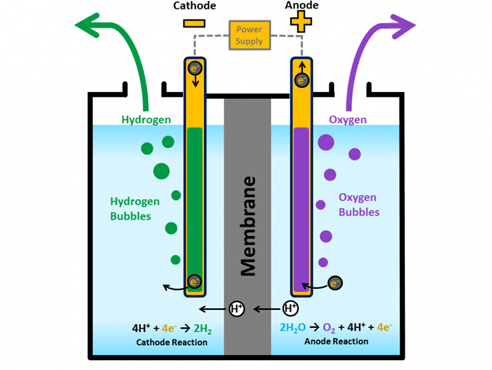
How do electrolyzers work?
The basic mechanism can be described as follows:
- Water reacts at the anode to form oxygen and positively charged hydrogen ions (protons).
- The electrons flow through an external circuit and the hydrogen ions selectively move across the PEM to the cathode.
- At the cathode, hydrogen ions combine with electrons from the external circuit to form hydrogen gas.
Anode Reaction: 2H2O → O2 + 4H+ + 4e-
Cathode Reaction: 4H+ + 4e- → 2H2
Total Reaction: 2H2O → O2 + 2H2
| Alkaline Electrolyzers | PEM Electrolyzers | AEM Electrolyzers | |
|---|---|---|---|
| Electrolyte | Liquid potassium hydroxide (KOH) | Solid polymer electrolyte, typically based on perfluorosulfonic acid (PFSA) | Solid polymer electrolyte, typically based on anion exchange membranes (AEMs) |
| Operating temperature | 70°C to 100°C | Below 100°C | Below 100°C |
| Efficiency | High energy efficiency, typically 70-80% | Lower energy efficiency compared to alkaline electrolyzers, typically 60-70% | Similar energy efficiency to PEM electrolyzers, typically 60-70% |
| Hydrogen Purity | High-purity hydrogen produced without the need for additional purification steps | Requires additional purification steps to remove impurities | Requires additional purification steps to remove impurities |
| Electrodes | Nickel, nickel-plated steel, or titanium coated with a nickel-based alloy. | Platinum or other precious metals. | Non-precious metals such as nickel, cobalt, or iron. |
| Cell components | Stainless steel, carbon steel, or nickel alloys | Carbon or stainless steel | Carbon or stainless steel. |
Frequently Asked Questions about Water Electrolyzers
Gas Diffusion Layers (GDLs) are crucial components in water electrolyzers, serving as porous substrates that facilitate efficient gas transport and distribution at the electrode interface. Carbon sheets are typically utilized on the cathode side for their electrochemical stability, high porosity, and hydrophobic nature. These properties ensure uniform gas distribution and prevent flooding of the cathode electrode during electrolysis.
On the anode side, metal-based Porous Transport Layers (PTLs) such as nickel, stainless steel, and titanium are commonly used. These materials offer corrosion resistance, mechanical strength, and high electrical conductivity, making them suitable for the oxidative environment of the anode compartment. Metal PTLs provide structural support to the anode electrode, enable efficient electron transfer, and ensure long-term durability under harsh operating conditions such as high temperatures and corrosive electrolytes.
How does porosity and pore size affect the performance of Porous Transport layer (PTLs) in water electrolyzers?
the porosity has a direct effect on the contact resistance between the MEA and the PTL. A small porosity increases the contact surface but hinders the oxygen expelling. On the other hand, for a given porosity, large pores facilitate gas/water transport but will increase the electrical resistance since contact points (forming the contact surface) are more distant from each other. Conversely, small pores will improve the electrical contact but gas expelling and water feeding will be obstructed, increasing the mass transport losses.
Untreated metal porous felts will not be consumed like a carbon Gas Diffusion Layer (GDL) will. However, the presence of oxygen does have an impact if the electrolyzer is being operated at high pressures (1 bar to 3 bars). The untreated metal surface will quickly form an electrically insulated oxide layer on the surface of the small-diameter fibers under high O2 pressures. This oxide coating will eventually affect the efficiency of the overall system acting as an electrical insulator and it will increase the interfacial resistance in the cell, lowering the electrochemical performance.
To prevent the formation of this detrimental oxide coating, applying a gold or platinum coating is recommended. This coating extends the lifetime of the metal felts, making it well-suited for applications requiring both high performance and long-term reliability. By preventing the formation of an oxide coating, stability in the electrochemical performance of the electrolyzer is greatly enhanced, ensuring consistent and efficient operation over its lifespan.
What is the difference between 1600°C and 2000°C graphitization?
Graphitization at temperatures around 2000°C typically results in enhanced electrical properties in carbon papers. However, this improvement often accompanies trade-offs, such as reduced compressibility or increased brittleness. Finding the optimal balance depends on understanding the specific requirements of your application.



