- Home

- Products
- Die Attach Materials
- Die Attach Pastes
- LOCTITE ABLESTIK 8387B
LOCTITE ABLESTIK 8387B


- Fast cure
- Aerospace applications
- Glass attach for 3d sensors
Product Description
LOCTITE® ABLESTIK 8387B non conductive die attach adhesive has been formulated for use in high throughput die attach applications. It has an average filler size of less than 20um with a maximum of less than 30um and has been used for the glass attach of Optical and 3D sensors. It has been successfully used for lid attach in aerospace and defence applications and should pass the NASA outgassing standards if cured properly.
LOCTITE® ABLESTIK 8387B has good adhesion to glass, is jettable and has minimal adhesion change, post reliability. It can be fast cured using directed heat energy or hot plate curing techniques. In conventional box or convection conveyor oven curing, it will cure at temperatures as low as 100ºC.
Cure Schedule
- 2 minutes @ 150°C
- 30 minutes @ 100°C
Technical Specifications
| General Properties | |||||||||||||
| |||||||||||||
| Work life @25°C Work life @25°C Work life is the amount of time we have to work with a material until it is no longer able to be easily worked and applied on a substrate. It is based on the change in viscosity and it can rely on the application requirements. | 48 hours | ||||||||||||
| Physical Properties | |||||||||||||
| Thixotropic index Thixotropic index Thixotropic Index is a ratio of a material s viscosity at two different speeds in Ambient temperature, generally different by a factor of ten. A thixotropic material s viscosity will decrease as agitation or pressure is increased. It indicates the capability of a material to hold its shape. Mayonnaise is a great example of this. It holds its shape very well, but when a shear stress is applied, the material easily spreads. It helps in choosing a material in accordance to the application, dispense method and viscosity of a material. | 4.5 | ||||||||||||
| Viscosity Viscosity Viscosity is a measurement of a fluid’s resistance to flow. Viscosity is commonly measured in centiPoise (cP). One cP is defined as the viscosity of water and all other viscosities are derived from this base. MPa is another common unit with a 1:1 conversion to cP. A product like honey would have a much higher viscosity -around 10,000 cPs- compared to water. As a result, honey would flow much slower out of a tipped glass than water would. The viscosity of a material can be decreased with an increase in temperature in order to better suit an application | 9,500 mPa.s | ||||||||||||
| Chemical Properties | |||||||||||||
| |||||||||||||
| Mechanical Properties | |||||||||||||
| |||||||||||||
| |||||||||||||
| Thermal Properties | |||||||||||||
| |||||||||||||
| Glass Transition Temperature (Tg) Glass Transition Temperature (Tg) The glass transition temperature for organic adhesives is a temperature region where the polymers change from glassy and brittle to soft and rubbery. Increasing the temperature further continues the softening process as the viscosity drops too. Temperatures between the glass transition temperature and below the decomposition point of the adhesive are the best region for bonding. The glass-transition temperature Tg of a material characterizes the range of temperatures over which this glass transition occurs. | 96 °C | ||||||||||||
Additional Information
Thawing Die attach with a cartridge heater
You should never heat up a cartridge from a frozen material, as this will highly impact work life and reduce it to a few hours, and in addition, particles will start to agglomerate. Especially with highly reactive and fast-curing products like 8387B, heating syringes will only make dispensing performance worse. You can use a needle heater to a maximum of 45°C instead, so the bulk syringe won’t be exposed to heat for a longer time.
Fix die attach clogging with Auger valves
Auger equipment with long (10mm) needles has the potential to lead to clogging issues. You might be tempted to think that the material is the one to blame, while in fact, it is likely that you should just keep your process simple. The filler % in 8387B is not so high, but the problem is the very small and very long needle in combination with the screw master. The Musashi auger pitch is too big for this needle type, which means that it forces too much material per cycle through the needle creating stress and clogging. We suggest using Musashi equipment with simple time/pressure (T/P), especially since their T/P controller is very accurate in material repeatability. This is the best system in the world, so we always suggest using a Time/Pressure system if possible.
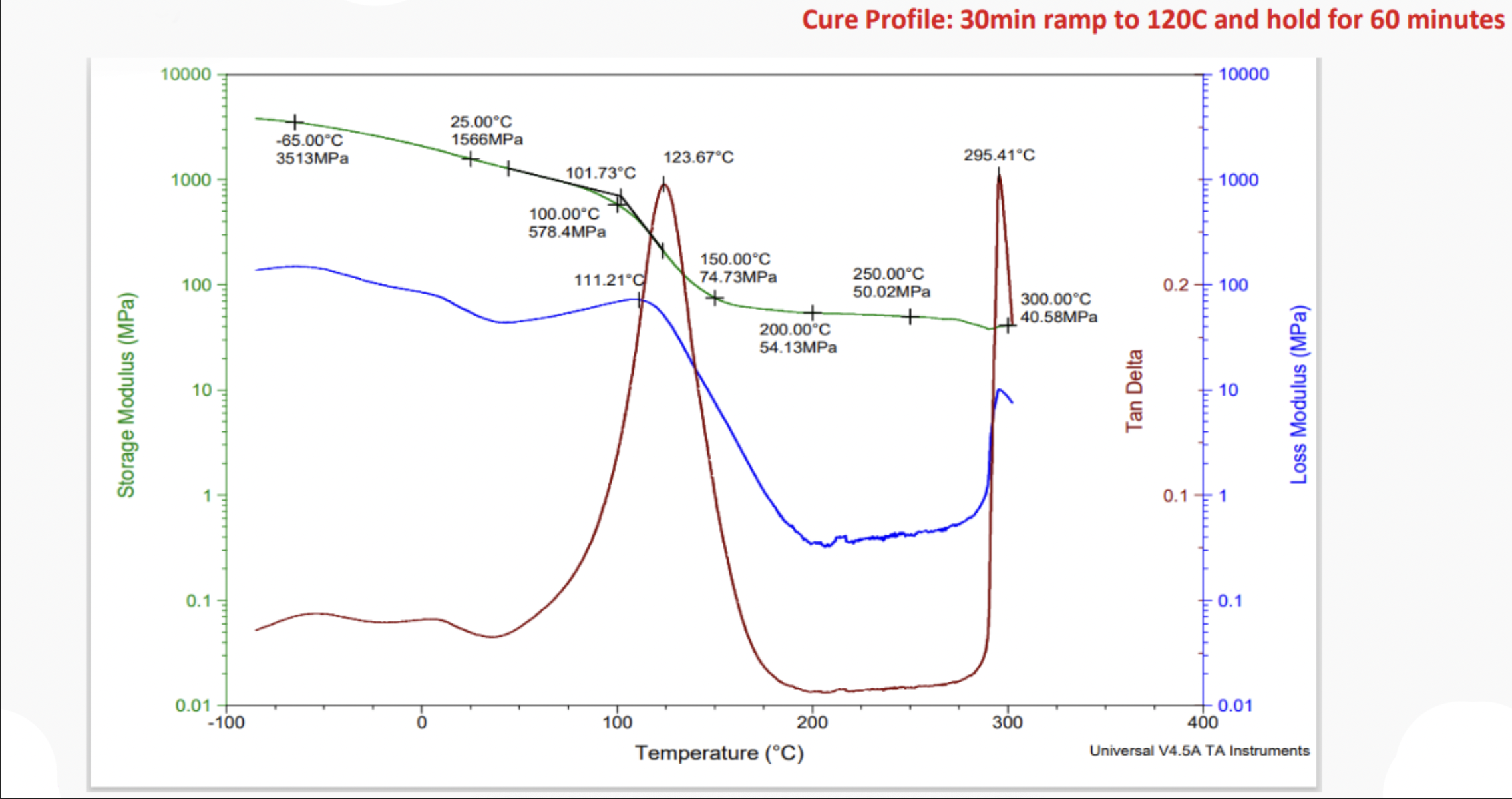
DMA Curve of 8387B
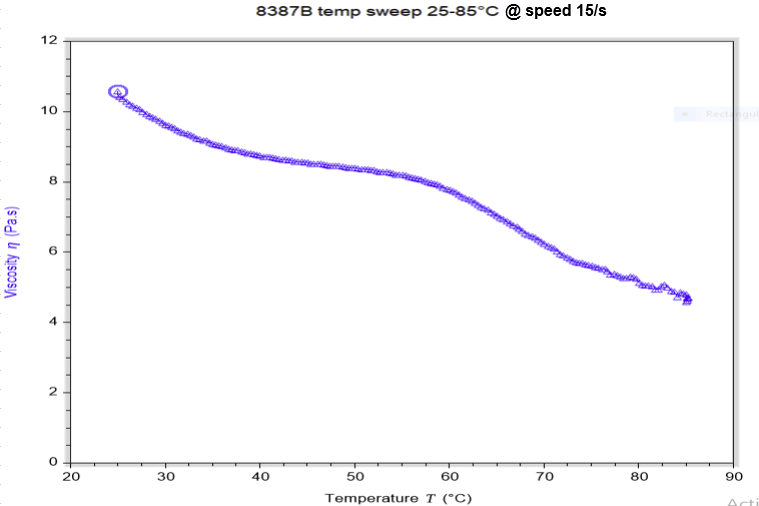
Viscosity vs Temperature curves
Method 1 : TpAg - 200µm - 20 mm plate
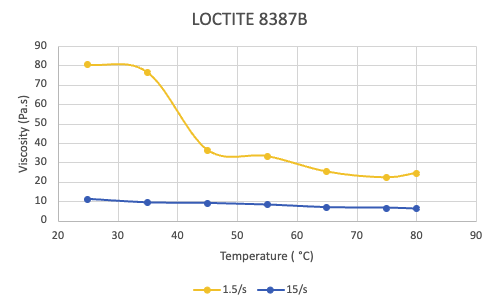
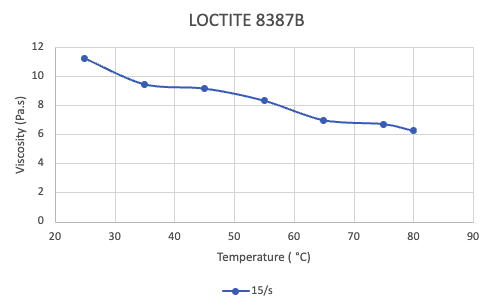
Method 2 : Temperature sweep - 200µm - 20 mm plate