


LOCTITE ECCOBOND LCM 1000AF presents a breakthrough encapsulation material that leverages a unique anhydride-free resin platform to enable thorough protection, improved warpage control and fine gap filling for fan-in and fan-out wafer-level packages (FI WLPs, FO WLPs). LOCTITE ECCOBOND LCM 1000AF, which is REACH-compliant, has shown effective reliability-enhancing performance in internal evaluations of several wafer-level packaging configurations including FI WLPs, embedded wafer-level ball grid arrays (eWLBs), FO WLPs, and chip-on-wafer (CoW) encapsulation.
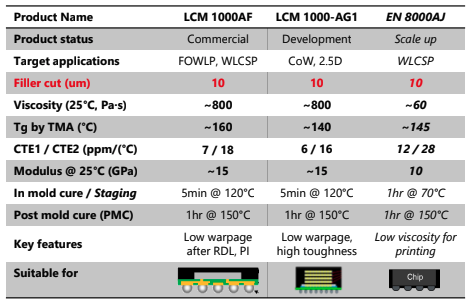
LOCTITE ECCOBOND LCM 1000AF is a solvent-free encapsulant that integrates exceptionally fine particle fillers (average 3 µm, upper cut 10 µm), enabling high-yield, ultra-low warpage, excellent flow properties for void-free fine-dimension filling, and fast in-mold cure times for improved UPH. In testing, LOCTITE ECCOBOND LCM 1000AF exhibited the following performance benefits:
- Ultra-low Warpage of –When evaluated on an 8” wafer, Henkel’s LCM resulted in extremely low wafer warpage of 0.66 mm after post-mold curing.
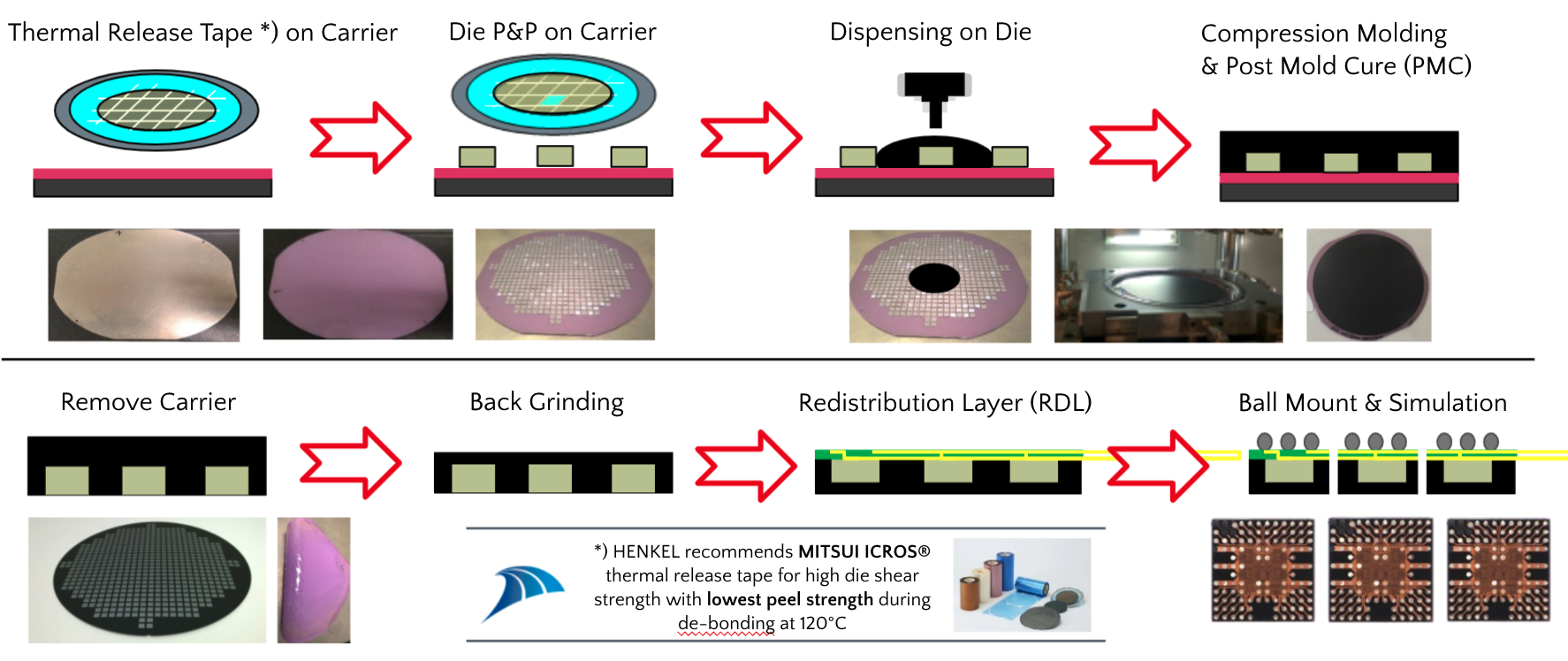
- Void-free Fine Gap Filling – Formulated with finer particles, LOCTITE ECCOBOND LCM 1000AF quickly penetrates narrow trenches between die (FI WLP process), and is able to fill a 40 µm x 400 µm trench with no voids.
- High Throughput – Lab evaluation confirmed the material’s high throughput capability, with the Henkel LCM achieving an in-mold cure time of five minutes.