Reliability testing
Material, Stress, Mechanical and Environmental induced mechanisms
- Home

- Semiconductors
- Reliability
- Moisture Sensitivity Level
Moisture Sensitivity Level
Moisture Sensitivity Level (MSL) defines how sensitive components are to moisture. Lower MSL levels allow manufacturers a wider processing window; reducing inventory & processing costs.
The MSL test consists of two stages.
- Stage 1 where we leave the component in the required conditions to see how much moisture it will absorb
- Stage 2 we pass the component through the soldering reflow profile to see whether there will be any failure
| Floor Life | Standard Soak Requirements | |||
| Moisture sensitivity level | Time | Condition | Time (hours | Condition |
| 1 | Unlimited | ≤ 30°C / 85% RH | 168 +5/-0 | 85°C / 85% RH |
| 2 | 1 year | ≤ 30°C / 60% RH | 168 +5/-0 | 85°C / 60% RH |
| 2a | 4 weeks | ≤ 30°C / 60% RH | 696 +5/-0 | 30°C / 60% RH |
| 3 | 168 hours | ≤ 30°C / 60% RH | 192 +2/-0 | 30°C / 60% RH |
| 4 | 72 hours | ≤ 30°C / 60% RH | 96 +2/-0 | 30°C / 60% RH |
| 5 | 48 hours | ≤ 30°C / 60% RH | 72 +2/-0 | 30°C / 60% RH |
| 5a | 24 hours | ≤ 30°C / 60% RH | 48 +2/-0 | 30°C / 60% RH |
| 6 | Time on Label (TOL) | ≤ 30°C / 60% RH | TOL | 30°C / 60% RH |
Components must be mounted and reflowed withing the allowable period of time
EMC manufacturer cannot determine a product's MSL performance since the packages have way too many variables. This makes us state MSL levels based on past experiene, case studies and certain package types that should be able to reach said MSL performance.
But this can never be a guaranteed specification. Given the wide range of packages, it is impossible for Epoxy Mold Compound manufacturers to guarantee MSL performance. Instead, EMC manufacturers have learned that all other things being equal, Epoxy Mold Compounds with the following characteristics have a better chance of providing better MSL performance:
- Coefficient of Thermal Expansion (CTE) that matches the substrate being molded (generally the lower the better)
- A higher Glass Transition Temperature (which delays the phase from CTE1 to CTE2)
- A lower moisture absorption
- Higher adhesion to the substrate in question
- Lower Chemical Shrinkage
Balancing MSL requirements while preventing EMC-related issues involves optimizing adhesion properties. Higher MSL, i.e., MSL 1, demands robust adhesion, but excessive adhesion may lead to sticking issues in EMC. Achieving this balance requires fine-tuning the formulation parameters to enhance adhesion without compromising the overall performance and functionality of the material.
C-SAM after MSL testing
Scanning Acoustic Microscopy in C mode produces a two dimensional image of ultrasound echoes reflecting up to a specified depth. It is very sensitive to defects on the interface such as air, voids, gaps that are a result of the delamination of the die pad, leadframe or any part of the package. Since echose won't travel through the air gaps, it has a very high efficienty and reliability on detecting delamination and distinguishing between good and bad packages. On the same note it detects cracks and any other failure mode that might affect the reflection of the ultrasound.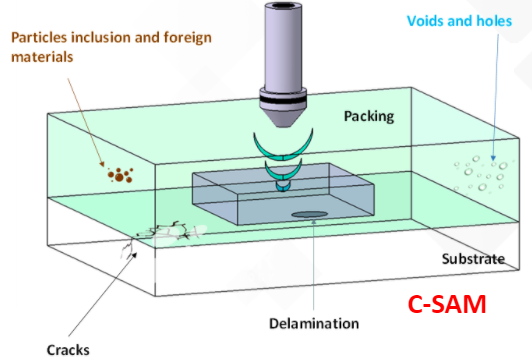
Typical failure modes after MSL testing
Popcorning
Factors that can create popcorning:
- Large Die attach paddle
- Low stress molding compounds
- Maximum reflow temperature/heating rate
- Package thickness and toughness
- Leadframe/compound adhesion
- Moisture diffusion
- Curing shrinkage
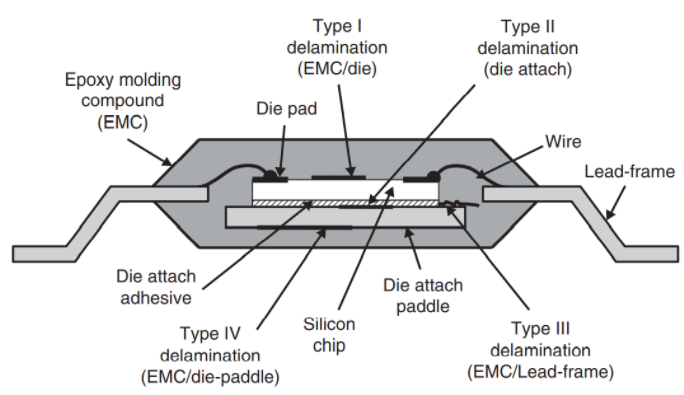
Delamination
Various delamination types and spots